
Технология изготовления тазобедренного сустава
Введение
В настоящее время одной из важнейших проблем травматологии и ортопедии является лечение повреждений опорно-двигательного аппарата. Переломы шейки бедренной кости и повреждение вертлужной впадины составляют до 15-20% среди всех повреждений костей скелета. Консервативные методы лечения в настоящее время практически не применяются, поскольку дают неудовлетворительные результаты — до 90% и высокую летальность — до 33%.
В настоящее время наиболее эффективным методом лечения данной патологии является эндопротезирование головки бедренной кости и вертлужной впадины. Для этого применяют так называемые тотальные эндопротезы, которые состоят из ножки, вертлужного элемента и сферической пары трения (материалы керамика-хирулен, металл-хирулен и др.).
В Севастопольском национальном техническом университете была разработана усовершенствованная конструкция тотального эндопротеза тазобедренного сустава (патент № 2163106 — эндопротез вертлужной впадины, патент № 2163107 — эндопротез тазобедренного сустава). Применение современных компьютерных CAD/CAM-технологий позволяет оперативно осуществить анатомическую адаптацию на этапе планирования операции.
Проблема учета индивидуальных особенностей человека при протезировании
Изготовление и установка индивидуальных протезов является сложной и дорогостоящей операцией, требующей длительного подготовительного периода для производства самого протеза. Использование CAD/CAM-технологий проектирования и производства позволяет значительно сократить этапы подготовки производства анатомически адаптированных имплантатов.
Для создания математических трехмерных моделей элементов тазобедренного сустава необходимы габаритные размеры и подробная геометрия формы костей пациента. От этих элементов зависит конфигурация ножки эндопротеза, шарнирного элемента, вертлужного элемента и соответственно дополнительных фиксирующих элементов. Для получения 3D-моделей можно применять как обычные рентгеновские снимки, так и результаты томографии. В нашем случае мы использовали обычный рентгеновский снимок, сделанный в перпендикулярной плоскости к пересечению оси ножки и оси вертлужного элемента.
В настоящее время производители чаще всего разрабатывают и создают большой размерный ряд эндопротезов, и после определения нужного размера (с рентгеновского снимка) врач подбирает пациенту наиболее подходящий типоразмер эндопротеза из доступных. Данный метод является приближенным, поскольку в большинстве случаев, например, применяются ножки эндопротезов с углом наклона 135°. У пациента, которому необходим угол 132°, при использовании данного протеза возникнет дефект при ходьбе или начнется разрушение костной ткани, что абсолютно недопустимо. Поэтому лечащий врач всегда пытается подобрать эндопротез таким образом, чтобы значения его параметров максимально соответствовали анатомическому суставу пациента.
Цель данной работы заключалась в разработке технологии производства эндопротезов тазобедренного сустава, позволяющей учитывать индивидуальные анатомические особенности пациента. Применение разработанной технологии производства эндопротезов позволит улучшить результаты оперативного лечения больных различного возраста с переломами шейки бедренной кости и повреждениями вертлужной впадины.
Анатомическая адаптация эндопротеза
Из практики известно, что форма любой кости человека индивидуальна и любая проекция кости будет иметь уникальную кривизну. Более того, угол наклона оси головки относительно ножки между левым и правым суставами может различаться у одного и того же человека.
При помощи рентгеновского снимка (рис. 1) определяем геометрические размеры, которые необходимы для создания трехмерной модели тотального эндопротеза, наиболее приближенного к анатомическому суставу.
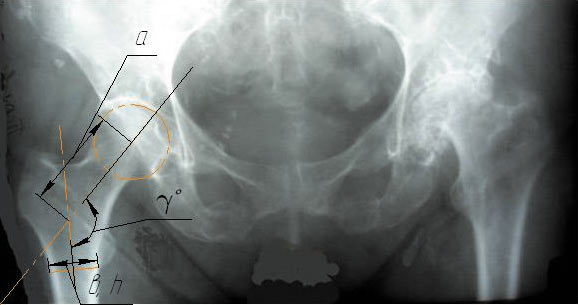
Рис. 1. Рентгенограмма тазобедренного сустава. Интересующие нас размеры: ϒ — угол наклона оси головки относительно ножки бедренной кости, а — расстояние от центра головки до оси ножки, измеренное по линии наклона головки, в и h — толщина и ширина основания ножки эндопротеза соответственно
Для изготовления деталей протеза тазобедренного сустава необходимо использовать биоинертные материалы. В большинстве случаев это технически чистый титан (например, ВТ1-0,
ВТ1-00), титановые сплавы, кобальт-хром-молибденовые и др. Применение разнородных материалов не допускается во избежание образования гальванической пары.
Разработка элементов эндопротеза тазобедренного сустава
Коллективом Севастопольского национального технического университета разработана и запатентована новая конструкция эндопротеза тазобедренного сустава, которая, по сравнению с аналогами, обладает рядом преимуществ. Кроме того, был создан инструментарий, позволяющий с высокой оперативностью установить и закрепить имплантат в требуемом положении.
Основные преимущества разработанного эндопротеза:
использование улучшенной
пары трения (например, керамика-хирулен) увеличивает срок эксплуатации эндопротеза;
стопорящаяся ножка препятствует опрокидыванию и разбалтыванию эндопротеза в бедренной кости, что снижает риск разрушения костной ткани или ножки протеза, тем самым повышая ресурс имплантата;
чашка эндопротеза, стопорящаяся при помощи секторов, надежно фиксируется в вертлужной впадине от проворачивания, что, несомненно, повышает надежность конструкции имплантата;
подбирая и моделируя размеры имплантатов индивидуально для пациента при помощи современных CAD-систем, можно уменьшить массу эндопротеза и, как следствие, динамические нагрузки на сустав.
Исходным материалом для конкурсной работы были эскизы элементов эндопротеза из патентов РФ № 2163106 и № 2163107. Основными деталями ЭТБС являются: ригельный фиксатор, ключ ригельный, ножка эндопротеза, головка, чашка, вставка и сектор.
Моделирование деталей тотального тазобедренного сустава в среде PowerSHAPE
После снятия необходимых размеров с рентгенограммы строится 3D-модель эндопротеза тазобедренного сустава. Для этого была выбрана CAD-система PowerSHAPE, позволяющая достаточно просто и быстро создавать сложные 3D-модели.
Для представленной на рис. 1 рентгенограммы был выбран эндопротез со следующими геометрическими размерами: длина, ширина, толщина ножки 150, 14 и 12 мм соответственно, угол наклона оси головки —135°, диаметр головки — 32 мм, диаметр эндопротеза чашки — 54 мм.
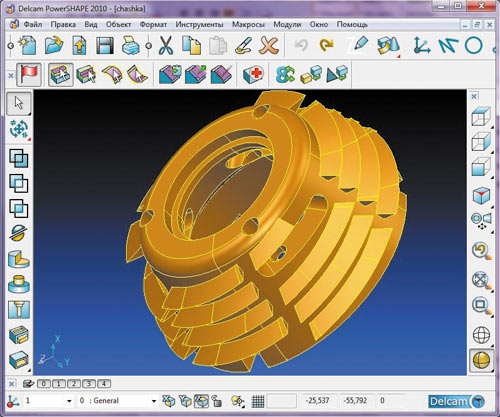
Рис. 2. CAD-модель чашки эндопротеза
Определенную сложность при моделировании элементов эндопротеза тазобедренного сустава вызвали такие элементы, как чашка (рис. 2), сектор (рис. 3) и ножка эндопротеза (рис. 4), но наибольшие проблемы, конечно, возникают при конструировании сектора (см. рис. 3), что объясняется функциональными особенностями данной детали. В сложенном состоянии для обеспечения плавного и беспрепятственного ввинчивания чашки в кость спираль сектора должна полностью совпадать со спиралью чашки, а в положении фиксации, когда секторы выдвигаются ключом, наклонная поверхность сектора должна совпадать с конусом чашки. Это достигается путем смещения спирали относительно оси конуса на определенное расстояние, а также на 0,88 мм вдоль оси чашки в сторону сужения ее конуса.
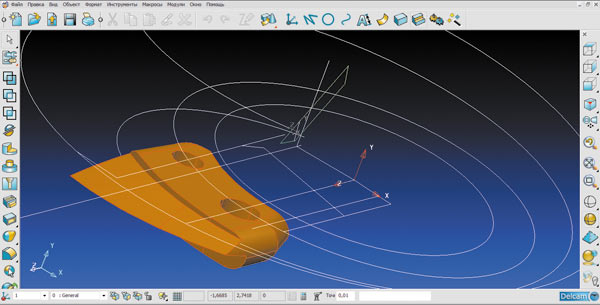
Рис. 3. Этапы моделирования сектора эндопротеза
Форма ножки ЭТБС обусловлена индивидуальными анатомическими особенностями пациента, а также порядком проведения токарных, фрезерных и сверлильных операций при изготовлении. Кроме того, при построении ножки ЭТБС необходимо было соблюсти заданные размеры (см. рис. 4).
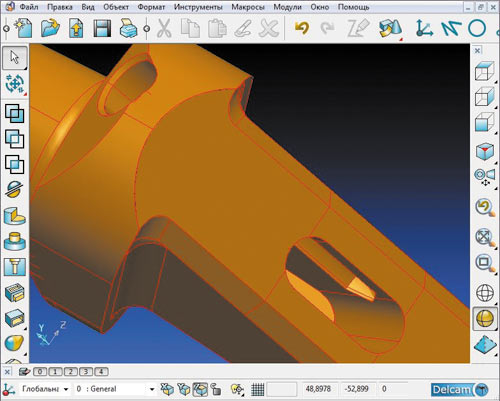
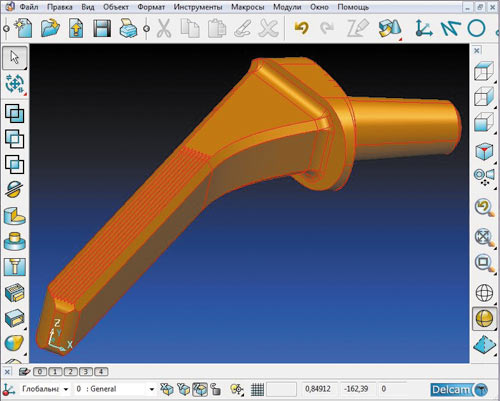
Рис. 4. Ножка ЭТБС
3D-моделирование остальных элементов эндопротеза тазобедренного сустава производилось экструдированием профиля или его вращением относительно оси, а затем выполнялись булевы операции вычитания, сложения и объединения. Схема сборки тотального ЭТБС показана на рис. 5.
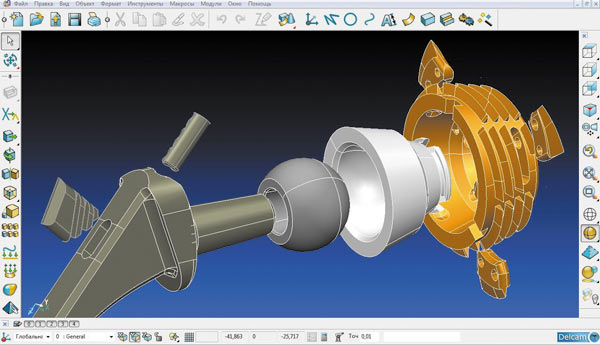
Рис. 5. Схема сборки тотального эндопротеза
Для выполнения сборки и установки эндопротеза были разработаны специальные инструменты (рис. 6).
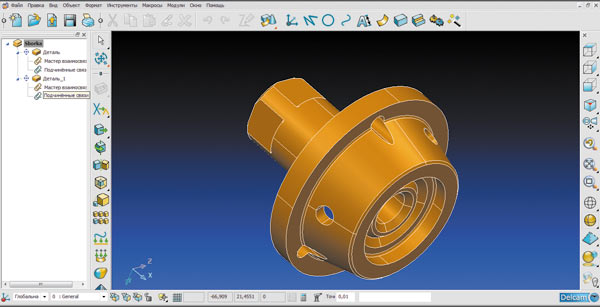
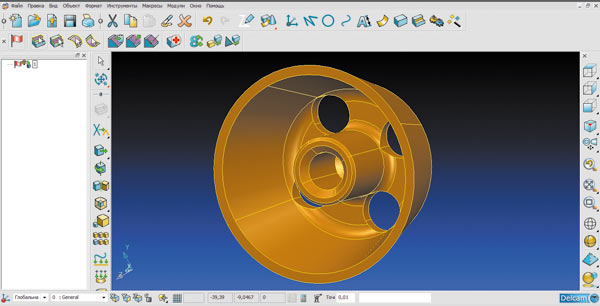
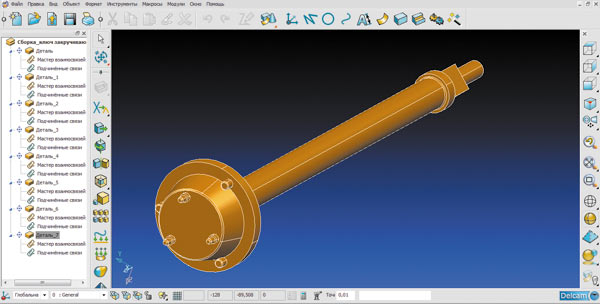
Рис. 6. 3D-модели инструментов для установки эндопротеза
Анализ работоспособности эндопротеза тазобедренного сустава
В процессе ходьбы максимальные нагрузки испытывает ножка эндопротеза тазобедренного сустава, так как на нее действуют большие изгибающие моменты. Поэтому для проверки данной детали на статическую прочность был выполнен конечно-элементный анализ напряженно-деформированного состояния в программной среде ANSYS Workbench.
В соответствии со стандартом ISO 14242 для испытания пары трения регламентируется максимальная нагрузка в 3000 Н, которая прикладывается к ножке в месте крепления головки и направлена вертикально вниз по отношению к прямостоящему человеку. Материал ножки ЭТБС — ВТ 1-0 (технически чистый титан).
Анализ напряженно-деформированного состояния (НДС) позволил уменьшить толщину сечения ножки до 14 мм, а массу эндопротеза на 7%. При этом прочность конструкции соответствует требованиям стандарта ISO 14242. Максимальные напряжения, возникающие при деформации имплантата (рис. 7), равны 218 МПа (предел прочности — 1070 МПа), а максимальные перемещения вершины не превышают 1,8 мм (рис. 8). Отверстия, выполненные в ножке эндопротеза, не оказывают существенного влияния на распределение напряжений и деформаций в имплантате.
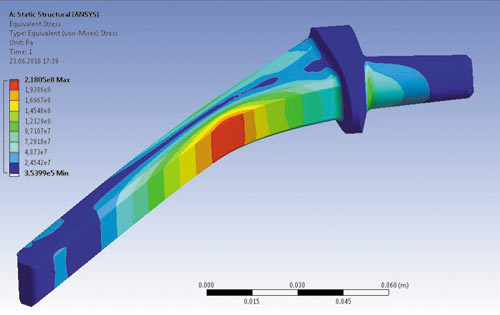
Рис. 7. Анализ НДС эндопротеза тазобедренного сустава: напряжения по Мизесу
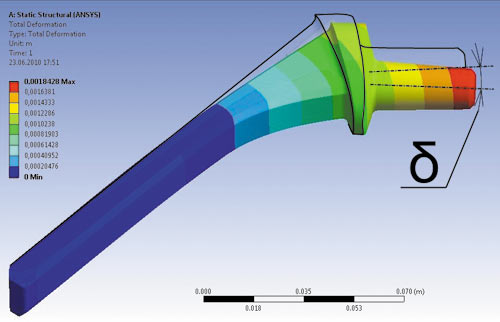
Рис. 8. Деформация ЭТБС под нагрузкой (масштаб перемещений для наглядности увеличен)
Разработка управляющих программ для изготовления деталей тотального ЭТБС на станке с ЧПУ
Управляющие программы обработки деталей ЭТБС на 3-координатном фрезерном станке Optimum F100 были созданы в CAM-системе PowerMILL.
Все детали ЭТБС (кроме хируленовой вставки) изготовлены из технически чистого титана ВТ1-0. Титановые сплавы обладают свойствами, способными существенно влиять как на процесс резания, так и на режущий инструмент. К числу отрицательных свойств титановых сплавов следует отнести плохую обрабатываемость резанием. Между титановой стружкой и инструментом имеется очень небольшая контактная поверхность, вследствие чего в зоне резания возникают высокие удельные давления и температуры, а поскольку титан обладает низкой теплопроводностью, отвод тепла из зоны резания затрудняется. В результате титан налипает на инструмент, который из-за этого быстро изнашивается. Вследствие приваривания и налипания титана на контактирующие поверхности режущего инструмента изменяются геометрические параметры резца, что, в свою очередь, ведет к резкому возрастанию сил резания и дальнейшему повышению температуры. В наибольшей степени влияние температура зависит от скорости резания.
При подготовке управляющих программ были выбраны следующие режимы резания: скорость резания — 80 м/мин; подача на зуб — 0,02 мм; осевой шаг — 0,2 мм; радиальный шаг — 0,1 мм. Обработка велась с избыточным количеством СОЖ пальцевыми твердосплавными фрезами фирмы DOL FAMEX (HRC до 70 единиц) диаметром 1,6; 2,0 и 6,0 мм.
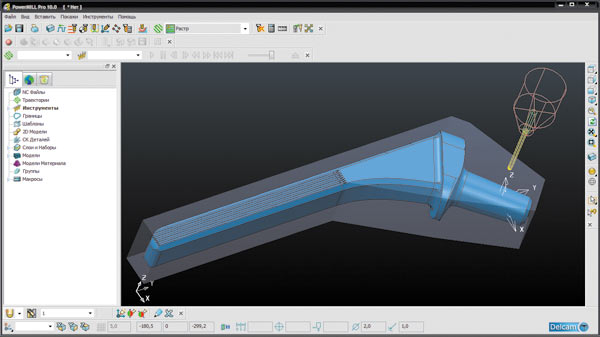
Рис. 9. Создание заготовки и выбор режущего инструмента в PowerMILL
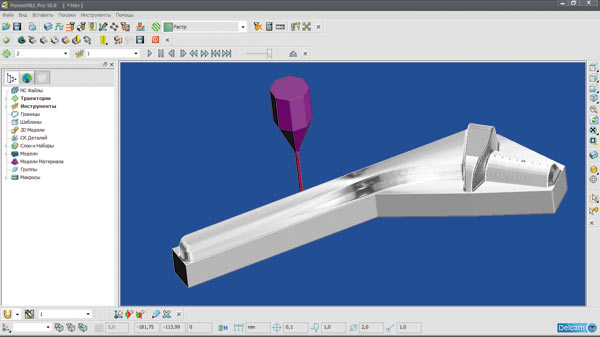
Рис. 10. Визуализация в PowerMILL обработки по первому базированию

Рис. 11. Обработка заготовки на станке Optimum F100
Титановая заготовка закреплялась в тисках и производилось фрезерование одной половины детали (рис. 9 и 10). Затем заготовка переворачивалась в тисках и закреплялась по обработанной поверхности, после чего производилась привязка системы координат детали к системе координат станка и обработка на втором установе второй половины детали (рис. 11). В рамках данной работы были изготовлены такие детали ЭТБС, как ножка, сектор и ригель.
В результате проделанной работы был изготовлен и собран тотальный эндопротез тазобедренного сустава (рис. 12).
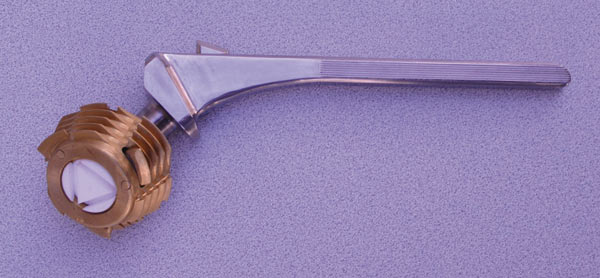

Рис. 12. Эндопротез тазобедренного сустава в сборе
Анализ существующих технических решений эндопротезирования. Виды компонентов протеза тазобедренного сустава. Описание его типовой конструкции и применяемых материалов. Расчет основных конструктивных параметров эндопротеза. Технология изготовления изделия.
| Рубрика | Медицина |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 12.11.2017 |
| Размер файла | 514,5 K |
- посмотреть текст работы
- скачать работу можно здесь
- полная информация о работе
- весь список подобных работ
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Министерство образования РФ
Саратовский государственный технический университет
к курсовому проекту
по дисциплине: "Конструирование и технология производства приборов и аппаратов"
на тему: "Эндопротез тазобедренного сустава"
Выполнила: студентка гр. БМС-31 ФЭТиП
Руководитель проекта: Бекренев Н.В.
1. Конструкторская часть
1.1 Анализ существующих технических решений
1.2 Описание особенностей конструкции
1.3 Расчеты основных конструктивных параметров
1.4 Описание функциональной схемы
2. Технологическая часть
2.1 Анализ технологичности детали
2.2 Разработка маршрутной технологии изготовления детали
2.3 Разработка операционной технологии и операционного эскиза
2.4 Расчет режимов резания, норм времени на операцию и выбор режущего инструмента
Введение
Эндопротезирование сустава - это замена компонентов сустава эндопротезами, повторяющими форму нормального сустава и воспроизводящими функцию сустава. Часто эндопротезирование является единственным методом, способным восстановить утраченную подвижность сустава и ликвидировать боль в суставе. Уже через один-два месяца после протезирования сустава пациент может вернуться к активной жизни. Современные протезы практически вечны. Установленные внутри тела человека они способны служить 15-20 и даже 30 лет, а при износе сустава, его можно снова заменить. В мире каждый год производится имплантация около одного миллиона тазобедренных эндопротезов. В настоящее время существуют протезы для тазобедренных, коленных, плечевых, локтевых суставов и даже для суставов пальцев рук. Они производятся из металла, керамики, особо прочной пластмассы.
Производство протезов является высокоточным и проходит многоступенчатый контроль и сертификацию. Требования к материалам из которых изготавливаются суставы - это прочность, износоустойчивость, но при этом они должны легко подвергаться обработке для достижения точности сопоставления компонентов протезов. Для производства металлических эндопротезов в настоящее время используются сплавы из нержавеющей стали. Такие эндопротезы фиксируются в кости с помощью цемента. Цемент или костный цемент представляет собой специальную акриловую смолу сплавы из кобальта и хрома. Из них производятся компоненты эндопротезов, предназначенные для скольжения: головка бедренной, плечевой кости титан и его сплавы, которые можно фиксировать в кости без специальной смолы. Эти сплавы не используются для изготовления поверхностей скольжения. Для производства поверхностей скольжения используются алюмооксидная керамика и пластмасса в виде сверхпрочного полиэтилена. Для несущих частей протеза ЭТИ материалы не используются, так как не имеют достаточной прочности и способны сломаться.
Эндопротезирование применяется у пациентов с заболеваниям суставов, которые привели к потере функции сустава. К таким заболеваниям относятся: дегенеративно-дистрофические заболевания суставов (деформирующий артроз ИЛИ остеоартроз), болезнь Бехтерева с преимущественным поражением суставов конечностей, посттравматический артроз, асептический некроз головки бедренной кости и мыщелка бедра, неправильно сросшиеся переломы в области сустава, ложные суставы, образовавшиеся после переломов, артрозы, возникшие в результате врожденных аномалий развития (дисплазии и гипоплазии останов), переломы вертлужной впадины и шейки бедра, артрозы другого происхождения (воспалительные, артрозы при подагре и псориазе).
Эндопротезирование сустава может быть неполным или полным. Неполное эндопротезирование заключается в замене на эндопротез части сустава. Оно называется еще однополюсным. Полное или тотальное эндопротезирование сустава представляет собой полную замену сустава на эндопротез. Перед операцией производится тщательный подбор эндопротеза с учетом состояния пациента, вида и стадии заболевания. В большинстве случаев операции проходят хорошо и почти в 100 % случаев позволяют достигнуть восстановления функции сустава.
1. Конструкторская часть
1.1 Анализ существующих технических решений
В большинстве ведущих отечественных и зарубежных клиник сберегающая хирургия признана стандартом лечения для многих больных с опухолями конечностей. Это стало возможным с начала 70-х годов благодаря использованию новых технологий лечения, строгого отбора пациентов и применению новых конструкций эндопротезов.
Общая выживаемость и длительность без рецидивного периода после конечность сберегающих операций при условии адекватной резекции сходны с таковыми после ампутации. Достоинством эндопротезирования в отличие от других методов реконструкции является одномоментная компенсация массивных костных дефектов при сохранении движений в суставе, что обеспечивает хорошее восстановление функции и более высокий уровень качества жизни больного.
Однако преимущества раннего восстановления опороспособности и функции оперированной конечности нивелируются перспективой ревизии онкологических эндопротезов. Почти в половине случаев (44-47 %) причиной ревизионной операции является механическая нестабильность имплантата. Асептическая нестабильность (АН) онкологических эндопротезов составляет в сроки от 1 до 15 лет: 2,2 %-16 % при замещении дефектов проксимального отдела бедренной кости, 6 %-14 % при замещении пострезекционных дефектов дистального суставного конца бедренной кости, 6 % -27 % при замещении пострезекционных дефектов проксимального суставного конца большеберцовой кости. Среди основных принципов эндопротезирования крупных суставов конечностей для профилактики нестабильности эндопротезов К.М. Сивашом (1981) на первое место поставлены: прочная первичная фиксация элементов эндопротеза в соответствующих костях; вынос узла трения протеза за пределы костной ткани.
Шерепо К.М. (1999) для эндопротеза тазобедренного сустава К.М. Сиваша выделяет два типа АН - механическую, - обусловленную интенсивностью и длительностью пускового фактора, т.е. когда нагрузка превышает адаптационные механизмы и возможности физиологической и репаративной регенерации, и "металлозную", - связанную с взаимодействием продуктов износа и окружающей имплантат кости.
Большой объем резекции кости, иссечения мышц, фасциально-сухожильных образований, значительная травматичность вмешательства оказывают свое отрицательное влияние на взаимодействие в системе "кость - имплант". При обширных резекциях проксимального суставного конца бедренной кости ножка эндопротеза часто достигает сохранившегося метафизарного отдела. В тех случаях, когда выражен физиологический изгиб бедренной кости, ножка имплантата перфорирует переднюю поверхность бедренной кости, что может привести в последующем к нестабильности.
На сегодняшний день нет единого мнения о зависимости частоты развития асептической нестабильности онкологических эндопротезов от возраста пациентов, объема выполненной резекции. После реконструктивного эндопротезирования для замещения пострезекционных дефектов проксимального суставного конца вероятность ревизионного вмешательства составляет 70 % через 10 лет после первичной операции. Расшатывание и переломы имплантата были основными причинами неудач. Необходимость ревизии (в 63 % в течение 10 лет) не была связана с длиной резекции или с возрастом больного. Причиной более частого возникновения нестабильности эндопротезов проксимального суставного конца большеберцовой кости считается скопление продуктов износа у опила большеберцовой кости и более выраженное их влияние на остеолиз вокруг тибиального компонента.
В связи с появлением новых конструкций эндопротезов с различным дизайном, структурой поверхности, техникой установки всегда актуальным является полноценное биомеханическое испытание имплантатов по определению прочности первичной фиксации имплантатов in vitro. Как показали исследования, механические свойства кости post mortem изменяются в незначительной степени.
Эндопротез имитирует естественный тазобедренный сустав с головкой и вертлужной впадиной. Наиболее часто встречается комбинация керамической головки с полиэтиленовой вертлужной впадиной. Перед операцией определяются индивидуальные размеры вертлужной впадины. В зависимости от возраста, индивидуальных анатомических особенностей и веса определяется тип эндопротеза. Все части протеза выполнены из высокопрочных материалов.
Существуют разные виды компонентов эндопротезов:
1. Нецементированный эндопротез.
Вертлужная впадина и стержень эндопротеза имеют специальное покрытие для врастания в костную ткань. Оба компонента закрепляются специальной пресс-фит техникой (без цемента). Нецементированные эндопротезы применяют преимущественно для молодых активных пациентов.
2. Цементированный протез
Вертлужная впадина и стержень эндопротеза закрепляются специальным цементом - "палякост".
Этот тип эндопротезов тазобедренного сустава рекомендуется для пожилых пациентов. Нагрузка возможна сразу после проведения операции.
3. Гибридно-полный эндопротез
При данном виде эндопротезирования закрепление вертлужной впадины осуществляется без цемента - путём вкручивания, стержень эндопротеза цементируется в бедренной кости. Компоненты тазобедренного сустава (головка и вертлужная впадина) могут состоять из различных материалов - полиэтиленового материала, керамики или металла и отличаться степенью износа.
Полные эндопротезы служат в среднем 25-35 лет. Эндопротезирование тазобедренного сустава возможно только стационарно (10-14 дней). Большая часть пациентов направляется на 3-4 недели в реабилитационную клинику. Дальнейшее амбулаторное лечение тазобедренного сустава продолжается 1-2 месяца. При нормальном течении операции и после успешной реабилитации можно без проблем кататься на велосипеде, плавать, играть в гольф. Некоторые пациенты могут даже заниматься теннисом и лыжными видами спорта. эндопротез тазобедренный сустав конструкция
1.2 Описание особенностей конструкции
Эндопротезы тазобедренных суставов бывают нескольких видов. Самыми распространенными являются следующие:
1. Двухполюсный эндопротез тазобедренного сустава. Изготовлен из титана. Включает в себя следующие детали:
2. Однополюсный эндопротез тазобедренного сустава включает в себя:
Рис. 1. Система эндопротезов тазобедренного сустава "Мотор Сич ЭТБС"
К материалам, применяемым для изготовления эндопротезов, предъявляются особые требования по биосовместимости, износостойкости, отсутствию естественного старения. Все материалы имеют разрешение к применению в Украине и России:
· для головки - кобальт-хром-молибденовый сплав, соответствующий ISO 5832-4;
· для ножки, чашки, калькара - титановый сплав ВТ 3-1, соответствующий ГОСТ 19807;
· для вкладыша - сверхвысокомолекулярный полиэтилен типа "Хирулен", соответствующий ISO 5834-2.
Бедренный компонент с опорным воротничком Меркеля изготавливается из титанового сплава. Этот сплав имеет большую прочность на излом, высокоустойчив к коррозии и усталостным переломам. Титан, благодаря тому, что его модуль упругости относительно близок к модулю упругости кости, позволяет увеличивать объём имплантата без чрезмерного увеличения его жесткости. Поэтому можно добиться максимально полного заполнения диафиза бедренной кости бедренным компонентом.
Рис. 2. Проксимальная часть бедренной кости
Рис. 3. Окружность чашки эндопротеза
Передача и равномерность распределения напряжений при этом несомненно улучшаются. Головка эндопротеза представляет собой сферу диаметром 32 мм; это минимальный диаметр, гарантирующий отсутствие переломов керамической головки, принимая во внимание размер выбранного конуса Морзе. Применяется 2 типа пар трения. У молодых пациентов предпочтение отдается использованию пару керамика-керамика из-за чрезвычайно низкого коэффициента изнашиваемости. Менее дорогая и уже зарекомендовавшая себя пара металл-полиэтилен используется у более старших пациентов.
1.3 Расчеты основных конструктивных параметров
Для данного изделия необходимо рассчитать толщину стержня.
1. Возьмем наименьшее значение критической нагрузки, действующей на стерженьпри массе телатак как во время ходьбы за счет динамического компонента нагрузка на головку бедренной кости равна 4,5 веса тела.
2. Далее нам необходимо найти момент инерции. Так как мы не знаем значения толщины и ширины ножки, то выразим момент инерции из формулы критической нагрузки.
где - длина стержня равна 190 мм, а Е - модуль упругости Юнга для титана значение которого возьмем из физических свойств титана приЕ=11200 Па [2].
Для определения толщины стержня b примем формулу поперечного сечения ножки протеза - эллипс.
Для расчета толщины стержня имеем следующую формулу из таблицы "Характеристики сечения" (1).
где а - это ширина стержня, которую возьмем равной 10 мм.
Выражаем b из формулы (1), получаем:
Таким образом, проделав вышеуказанные расчеты, мы определили толщину стержня.
1.4 Описание функциональной схемы
Главная цель использования тазобедренного протеза - замена тазобедренного сустава, который отвечает за движение ноги и создание опоры для всего тела. Этот протез фиксируется в костях таза и бедренной кости. Фиксация в костях таза может происходить двумя способами: с использованием специальной смеси - цемента, и путем вкручивания шайбы в кость. Если протез фиксируется цементом, то он должен быть сделан из биосовместимого материала или покрыт гидроксиапатитом. Если протез фиксируется шайбой, стержень должен быть соответствующей конструкции. Наиболее часто используется фиксация цементом, потому что этот метод проще и нагрузка на конечность разрешается сразу после проведения операции, что не мало важно для современного темпа жизни.
Фиксация протеза в бедренной кости происходит при помощи стержня. При этом в кости делают специальное отверстие и помещают туда стержень, который предварительно покрывают цементом. Для исключения отторжения организмом ножки ее покрывают биопокрытием.
Опору для ноги и всего организма обеспечивает ножка и шаровая опора. Благодаря высокой прочности титана ножка выдерживает вес всего организма, а шаровая опора служит переходом от одной опорной кости к другой. Движения ноги как поступательное, так и вращательное, невозможно без стержня и опоры. Для поступательного движения большую роль играет ножка, а для вращательного - шаровая опора, которая для этих целей делается сферическая.
Учитывая все вышеперечисленное, можно прийти к выводу, что закрепление протеза в кости предпочтительней при помощи цемента, а биопокрытие играет не последнюю роль в изготовлении протезов.
2. Технологическая часть
2.1 Анализ технологичности детали
Предполагаемая деталь не отличается большой сложностью, так как у нее не сложных поверхностей, и для изготовления не требуется специального сложного оборудования. Исходя из этого, деталь можно считать достаточно технологичной.
2.2 Разработка маршрутной технологии изготовления детали
Использование: в области медицины, а именно в травматологии и ортопедии. Сущность: эндопротез выполнен в виде каркаса из углеродных нитей, причем каркас головки выполнен трехмерно-ортогонально армированным. Каркас шейки выполнен с искривленной структурой вдоль основной оси, сжатой в перпендикулярном к оси плоскости, стержневая часть выполнена с искривлением нитей в плоскости, параллельной плоскости симметрии. Каркас заполнен пироуглеродом. Способ изготовления эндопротеза осуществляется путем полимеризации в оправке, термообработки, насыщения пироуглеродом, при нагревании каркаса сначала поперек оси, а потом вдоль оси. Положительный эффект: повышается надежность за счет повышения прочности в наиболее нагруженных зонах. 2 с.п. ф-лы, 2 ил.
Изобретение относится к области медицины, а именно, к травматологии и ортопедии. Известно большое число эндопротезов тазобедренного сустава, как правило металлических. Металлический эндопротез в напряженных участках, например в области шейки, имеет пониженную прочность; тем более в зонах перехода в металлических деталях возникают местные напряжения, так как в этих местах он значительно тоньше. Отсюда вытекает проблема создания эндопротеза с распределенной прочностью.
Известно применение в травматологии и ортопедии металлических эндопротезов тазобедренной кости [1]. Недостатком эндопротезов-аналогов является недостаточная прочность в зонах перехода, возникновение металлоза в живых тканях.
Известен способ-аналог изготовления эндопротеза тазобедренной кости [2] , по которому эндопротез изготавливают путем заливки пакета рулонов из сеток биокерамических наполнителем.
Недостатком эндопротеза, обусловленным способом его изготовления, является то, что прочность эндопротеза низка несмотря на придание основным элементам спиральной структуры.
Известен эндопротез тазобедренного сустава и способ его изготовления, по которому эндопротез изготавливают из различных жгутов, нитей органических, углеродных и т.п., пропитывая, набирая и располагая их в форме для формирования таким образом, что в наиболее напряженных участках располагаются жгуты с большей прочностью.
Недостатком указанного эндопротеза является то, что при изготовлении, как правило, сложно организовать переходы одного наполнителя к другому, поэтому в процессе формирования образуются дефекты, которые усугубляются при дальнейших технологических переделах, а впоследствии и при эксплуатации.
Целью изобретения является повышение надежности эндопротеза тазобедренного сустава за счет повышения прочности в наиболее нагруженных зонах.
Цель достигается тем, что у эндопротеза, включающего головку и стержень, соединенные шейкой, выполненного в виде каркаса из углеродных нитей, головка каркаса выполнена трехмерно-ортогонально армированной, шейка - с искривленной структурой вдоль оси и в перпендикулярной к оси плоскости, а стержень имеет искривление нитей в плоскости, параллельной плоскости симметрии, причем углеродные нити каркаса заполнены пироуглеродом.
Цель достигается также тем, что в способе изготовления эндопротеза тазобедренного сустава, включающем изготовление каркаса из углеродных нитей, пропитку связующим и механическую обработку, каркас после пропитки связующим деформируют, помещают в оправку, имеющую изгиб в области, соответствующей области шейки каркаса, и длину, меньшую, чем длина каркаса, сушат и полимеризуют в оправке, затем извлекают каркас из оправки и после термообработки насыщают пироуглеродом, нагревая каркас сначала поперек, а потом вдоль оси.
Именно описанный эндопротез и способ его изготовления позволяют получить эндопротез с повышенной надежностью за счет повышения прочности в наиболее нагруженных зонах.
Искривленная структура вдоль оси повторяет конфигурацию натуральной кости, что положительно сказывается на прочности имплантанта. Отсутствие взаимосвязанных волокон на всю длину имплантанта может приводить к снижению прочности при динамических нагрузках вплоть до его разрушения, т.к. жгуты и нити имеют концы, расположенные на небольшом расстоянии от расположенных в этом же сечении углеродных жгутов.
Кроме того, область шейки и стержневая часть сжаты в перпендикулярной к основной оси плоскости, что создает более плотную структуру, имеющую большее число нитей, создающих прочность на единицу площади, чем в других частях эндопротеза, а следовательно, повышает прочность, а поскольку эти участки наиболее напряжены при нагрузках, то эти мероприятия повышают надежность и работоспособность эндопротезов.
Важнейшей проблемой в повышении работоспособности и обеспечения долговечности является организация смазки взаимодействующих частей эндопротеза и ответной кости.
В качестве смазки в суставах циркулирует синовиальная жидкость, которая, заполняя зазоры между головкой бедренной кости и вертлужной впадиной тазовой кости, обеспечивает их безболезненное взаимодействие неограниченно длительное время.
Особое значение приобретает порядок подвода "смазки" к трущимся зонам. В случае металлических эндопротезов даже при малейшем отклонении в форме сферической части создаются условия, когда в зонах наиболее нагруженных контактов смазка отжимается в зазоры, трущиеся поверхности высыхают с разрушениями и болевыми ощущениями.
В предложенном решении пироуглерод заполняет каркас таким образом, что на поверхности образована система открытых пор, взаимосвязанных между собой в объеме.
Способ изготовления по прототипу заключается в том, что пропитанные связующим жгуты, нити укладывают в форму, термообрабатывают и отверждают. Но при термообработке в форме не гарантировано сохранение существующей в каркасе организованной или произвольной пористости, поскольку каркас укладывают в форму с плотным прилеганием всей поверхности каркаса к форме, исходный же размер каркаса, даже такого, который приближается по обводам к форме, отличается от нее, поэтому поверхность каркаса затирается выступающими в других точках каркаса частями, что приводит к исчезновению выходящих на поверхность исходных пор.
При формовании в оправке в нее помещается заготовка каркаса, которая достаточно свободно размещается по основному объему, и деформации при формовании в зоне шейки и основания стержня не распространяются на другие части объема, поэтому после механической обработки насыщенной заготовки исходная структура сохраняется в готовом изделии, а структура в случае трехмерно-армированного каркаса имеет систему периодически расположенных пор.
В композиционных материалах, работающих в конструкции с разнонагруженными зонами, существенна не только прочность этих зон в основном направлении нагружения, но и в перпендикулярном к основному направлению.
Поэтому насыщение заготовки эндопротеза ведется сначала поперек основной оси, а затем вдоль.
Поскольку пироуглерод осаждается на нитях направленно, но и прочность в разных направлениях может различаться и при однонаправленном насыщении в особо нагруженных зонах могут появляться расслоения. Для исключения расслоения после поперечного проводят продольное насыщение. После насыщения пироуглеродом каркаса заготовку извлекают из камеры реактора, где она насыщалась, и подвергают механической обработке для получения эндопротеза. Механическую обработку проводят в специальной оснастке для закрепления на станке, в том числе излишние части заготовки срезают пропорционально, создавая симметрию относительно зон уплотненной структуры.
Сравнение заявляемых технических решений с прототипами позволило установить соответствие их критерию "новизна". При изучении других технических решений в данной области техники не выявлено признаков, сходных с отличительными в заявляемом техническом решении, поэтому оно соответствует критерию "существенные отличия".
П р и м е р. На фиг.1 изображен эндопротез тазобедренного сустава. В области шейки 1 нити 2 искривлены вдоль основной оси эндопротеза под углом 135 o . На фиг.2 показаны нити 3, которые в области шейки сжаты в перпендикулярной к оси плоскости. Изготавливают каркас трехмерно-ортогонально армированный из углеродной нити УКН-5000 (ТУ 6-06-И106-83) в виде восьмигранной призмы высотой 220 мм и диаметром вписанной окружности 60 мм.
Углеродный каркас пропитывают связующим бакелитовым лаком ЛБС-4 с вязкостью 30 сП. После пропитки дают стечь излишкам связующего и каркас изгибают с отжимом в зоне изгиба и основания стержневой части. Далее каркас размещают в оправку, у которой в зоне шейки 1 изгиб, равный 135 o (как у натуральной кости).
Далее каркас сушат в течение 24 ч при комнатной температуре в оправке, проводят процесс полимеризации связующего по режиму: 80 o C - 2 ч, 100 o C - 2 ч, 180 o C - 4 ч, после чего каркас извлекают из оправки.
Таким образом, получен эндопротез тазобедренного сустава, обладающий повышенной прочностью в напряженных участках, а следовательно, и надежностью. Способ изготовления позволяет на существующем технологическом оборудовании изготовить эндопротез тазобедренного сустава, обладающий также биосовместимостью.
1. Эндопротез тазобедренного сустава, включающий головку и стержень, соединенные шейкой, выполненной в виде каркаса из углеродных нитей, отличающийся тем, что головка каркаса выполнена трехмерно-ортогонально армированной, шейка - с искривленной структурой вдоль оси и в перпендикулярной к оси плоскости, а стержень имеет искривление нитей в плоскости, параллельной плоскости симметрии, причем углеродные нити каркаса заполнены пироуглеродом.
2. Способ изготовления эндопротеза тазобедренного сустава, включающий изготовление каркаса из углеродных нитей, пропитку связующим, термообработку и механическую обработку, отличающийся тем, что после пропитки связующим каркас деформируют, помещают в оправку, имеющую изгиб в области, соответствующей области шейки каркаса, и длину, меньшую чем длина каркаса, сушат и полимеризуют в оправке, затем извлекают каркас из оправки и после термообработки насыщают пироуглеродом, нагревая каркас сначала поперек оси, а затем вдоль оси.
Читайте также:
