
Как согнуть профильную трубу на ребро

Многие владельцы огородов и дач часто замышляются о постройке теплицы. Так как деревянные оранжереи давно стали не актуальны, в наше время используют профильную трубу. Такой материал более крепкий и пропускает гораздо больше света. С первого взгляда кажется, что загнуть профильную трубу очень тяжело и без специального оборудования не обойтись. Однако если разобраться, как согнуть профильную трубу без трубогиба, это с легкостью можно сделать и в домашних условиях.
Сложности процесса
Весь металлический материал может быть частично или целиком изогнут. Процесс изворота проводят двумя способами:
- механическое воздействие;
- нагревание металла.
В первом случае гнуть металл приходится без нагревания. Такой способ лучше тем, что металл не теряет свои свойства. Однако без нагревания материала изогнуть металл будет очень сложно. При нагревании изготовить изгиб гораздо проще, но металл может потерять свои свойства и стать менее прочным.

Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Для того чтобы не портить металл, нужно четко знать, как согнуть профильную трубу в домашних условиях. Многие дачники, не зная чуткостей изгиба, тратят немало материала, который вследствие выбрасывается.
Если осмотреть профессиональное оборудование, то можно заметить, что внутри прокатного валика есть специальный паз, который продавливает середину стенки профильной трубы. Это помогает тем, что внутренняя кромка сдавливается и складок становится меньше.

Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Принцип ее в том, что профильное изделие надпиливается с одной стороны на равных расстояниях, после чего материал загибается в необходимом направлении и прорези завариваются сваркой. В таком случае важно знать, что профтруба чаще всего тонкостенная и когда прорези находятся рядом, ее очень легко прожечь.

Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Если иметь под рукой газовую горелку, то профильный материал можно изогнуть с помощью нагрева. Как только металл становится горячим, он легче подвергается искажению, что помогает избежать складки с внутренней стороны стенки. Если радиус изгиба небольшой, то можно обойтись обычным зажимом. Но если требуется более точный изгиб, потребуется направляющая стенка.
Чтобы сделать изделие из гнутой профильной трубы, можно использовать песок. Конец материала плотно закрывается особой пластмассовой или медной втулкой. После этого в трубу засыпается мелкий песок. Важно, чтобы изделие было полностью забито песком. Поскольку пустое пространство внутри трубы теперь плотно забито, материал будет гораздо проще подвергаться механическому изгибу. Главное, изначально создать стандарт, по которому можно выгнуть и направлять изделие.

Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Приспособления для работы

Из текста выше стало понятно, как согнуть трубу в домашних условиях. Но все эти методы подходят для разового использования. Если требуется постоянно изгибать материал, то лучше обзавестись специальным станком. Но так как он стоит дорого, можно приготовить кондуктор из металла.
Как правило, часто требуются разные диаметры для изделий из согнутой трубы. Поэтому одним кондуктором попросту не обойтись.
Чтобы постоянно не искать гибкий металл для кондуктора, можно использовать трубу различных диаметров. Достаточно обрезать от круглых труб полосы по 5 см и можно считать, что кондуктор будет многофункциональным.
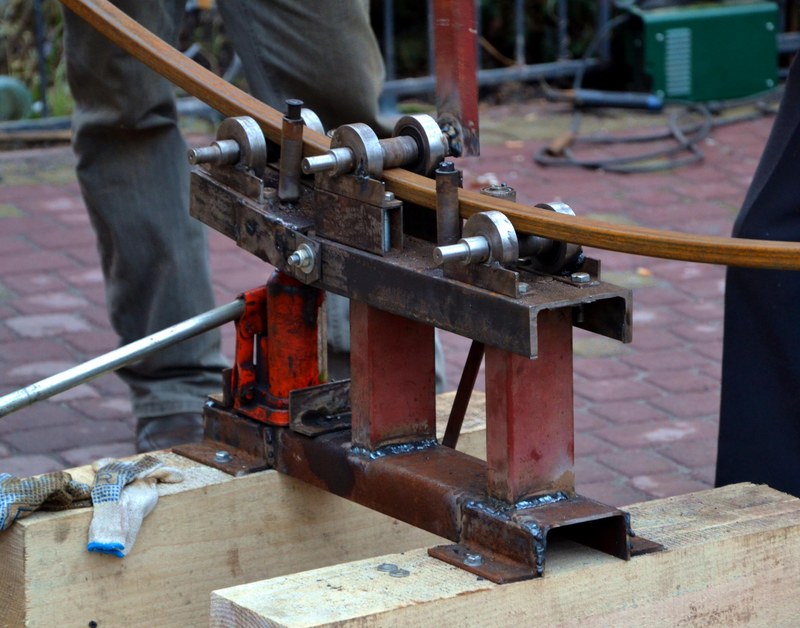
Чтобы механизировать изгиб материала и не тратить финансы, можно изготовить домашний трубогиб. Но и для такого приспособления нужно будет небольшое вложение. Для такого оборудования потребуются:
- 2 валика диаметром около 10 см;
- 1 валик с зажимом;
- металлическая стойка.

Два валика устанавливаются и свариваются параллельно друг другу. Третий валик с зажимом устанавливается чуть выше нижних. Таким способом можно положить материал и прижать его верхним валиком. После того как материал установлен, достаточно прокатать его в одну и другу сторону. Если угол нужен больше, можно еще зажать верхний валик и повторить действие.
Минус такого аппарата в том, что на нем не получится изготавливать изгибы с маленьким радиусом. Попросту не хватит силы давления на зажиме. Материал, который будет получаться после домашнего станка, идеально подойдет для теплиц, навесов и других изделий, где не требуется острый угол.
Originally posted 2018-04-18 12:13:42.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Важные технические моменты при изготовлении профилегиба.
- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Как сделать ролики для профилегиба.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Конструктивные особенности профилегибов.
Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
Как сделать ручной профилегиб с обкатным роликом.
Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Профильные трубы – металлоизделия, используемые для сооружения теплиц, парников, беседок, навесов. Часто для достижения желаемого результата квадратный или прямоугольный трубный прокат необходимо изогнуть по определенному радиусу. Трубу изгибают с приложением силы давления: либо при комнатной температуре, либо при повышенной. Технологию гибки профиля по радиусу подбирают с учетом размеров сечения, толщины стенки, материала, из которого он изготовлен. В домашних мастерских обычно гнут профильную продукцию из стали (при малом сечении) и более мягких цветных металлов и их сплавов.
Какие дефекты могут возникнуть при неправильном выборе или нарушении технологии?
Процесс сопровождается растягивающими усилиями, которые действуют на наружную часть изгиба, и сжимающими – на внутреннюю часть. Изготовить качественное изделие можно только, зная технологические правила процесса, иначе вероятны:
- нарушение соосности участков;
- появление трещин на стенке, расположенной на внешней стороне изгиба;
- образование на внутренней стороне изгиба неравномерных складок;
- расхождение шва сварного профиля.
Совет! Во избежание брака рекомендуется гнуть трубы с высотой профиля (h) до 20 мм на отрезке, длина которого равна или превышает величину 2,5*h. Если высота профиля более 20 мм, то минимальный отрезок равен 3,5*h. Тонкостенную продукцию большого сечения (толщина стенки менее 2 мм) согнуть с получением качественной детали не получится.
Как правильно согнуть профильную трубу с нагревом и при комнатной температуре?
Однозначно рекомендовать, в каких случаях необходимо повышать пластичность металла нагревом, не всегда возможно. Однако практический опыт подсказывает, что:
- Прокат с высотой профиля до 10 мм гнут без прогрева.
- Изделия с высотой в диапазоне 10-40 мм при наличии гибочного устройства изгибают обычно без нагрева. Если специализированного оборудования нет, то решение принимают, в зависимости от высоты профиля, толщины стенки, пластичности металла.
- Трубный профильный прокат с высотой профиля свыше 40 мм обычно обрабатывают при повышенных температурах.
При горячей радиусной гибке применяют наполнитель, функции которого обычно выполняет песок средней фракции – до 2,5 мм. Пылеватые частицы (менее 0,7 мм) отсеивают, поскольку они могут спечься при высоких температурах. Задача наполнителя – не допустить появления трещин на наружной стороне изгибаемой трубы и мелких складок – на внутренней. Песок перед использованием нагревают до температуры +150°C.
Заглушки для трубы изготавливают из глины или дерева в форме усеченной пирамиды. Длина пирамиды должна быть больше в 10 раз ширины основания. А площадь основания – в 2 раза больше площади сечения заглушаемой трубы. На одной заглушивающей детали изготавливают продольные пазы, которые при нагреве металла будут служить каналами для отведения газов.
Основные этапы процесса горячей гибки:
В один конец трубы вставляют заглушку, а во второй засыпают прокаленный песок. Для уплотнения наполнителя стенки трубы простукивают киянкой. Требуемый участок нагревают паяльной лампой или газовой горелкой до приобретения металлом бордово-красного оттенка. При обработке труб, сваренных по длине из отдельных отрезков, необходимо проконтролировать, чтобы в зоне нагрева отсутствовал сварной шов. При работе со сварными трубами продольный шов располагают на наружной части изгиба. Перед тем как загнуть трубу, ее фиксируют в тисках или специальных зажимах. Отрезок сгибают одним плавным движением. После гибки изделия удаляют заглушки и высыпают сыпучий наполнитель.
Многократно нагревать трубу не рекомендуется, поскольку она потеряет прочность.
Изделия с высотой профиля до 10 мм обрабатывают без наполнителя. В тонкостенных трубах малого сечения используют пружины плотной навивки для обеспечения равномерного деформирования стенок трубы. Подбирают пружину такого диаметра, чтобы она могла входить в трубу плотно, но без нажима. Для простого удаления пружины к ее крайним виткам привязывают кусок проволоки. В прокате большого сечения в качестве наполнителя применяется прокаленный песок.
Приспособления для гибки профильной трубы
В ряду оборудования, предназначенного для изгибания профильной трубы, присутствуют устройства, разной степени конструктивной сложности, производительности, точности результата.
Это несложное приспособление применяется для гибки профильной трубы небольшого сечения, позволяет согнуть ее без трубогиба. Представляет собой горизонтально расположенный стальной лист значительной толщины, в отверстия которого жестко устанавливаются металлические штыри-упоры. При изгибании изделие помещают между упорами, которые располагают в соответствии с требуемым радиусом гибки. На одном из штырей-упоров располагают насадку, обеспечивающую возможность регулирования радиуса изгиба. Процесс начинают с центра заготовки. Такой способ требует приложения значительной физической силы. Точность формы получаемой детали невысокая.
Для работы с профилем с высотой стенки до 25 мм изготавливают оправку. В качестве базы устройства используют верстак с большой горизонтальной поверхностью. Шаблон изготавливают из фанерного листа или МДФ. Шаблон и профиль крепят к верстаку струбцинами. Трубу изгибают плавно. При необходимости гибки деталей по разным радиусам изготавливают несколько шаблонов.

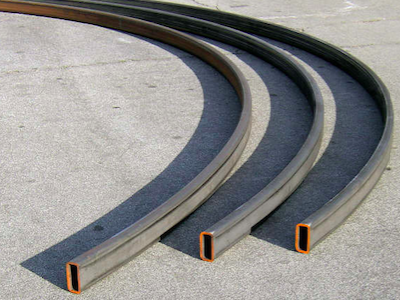
Профилегибы ПГ-1 и ПГ-3 – популярные устройства прокатного типа, приводимые в действие вручную. Применяются в индивидуальных хозяйствах и небольших ремонтно-производственных мастерских. Станок в стандартной комплектации предназначен для работы с трубным прокатом прямоугольного и квадратного сечения, швеллером, полосой из стали, а также алюминия, меди и их сплавов. Для обработки круглых труб требуется приобретение дополнительного комплекта роликов. Ролики устанавливаются между двумя опорными стенками корпуса. В профилегибе ПГ-2 ролики расположены снаружи корпуса.
Станок ПГ-6 – самый мощный и производительный в этом семействе. Эффективен для серийной гибки однотипных изделий. Причем одновременно можно гнуть 3 профиля, высота которых не превышает 40 мм. Максимальный размер поперечного сечения, с которым может работать ПГ-6, – 80 мм, толщина стенки – 3 мм.
Практически у каждого хозяина возникает ситуация, когда нужно для установки теплицы или разводки канализации изменить изгиб металлического прута. Так, как согнуть профильную трубу в домашних условиях довольно легко своими руками, то для этой работы не требуется привлекать специалистов.
Как согнуть профильную трубу в домашних условиях без трубогиба
У рядового домовладельца редко есть в наличии специальное оборудование. Поэтому нужно знать, как правильно самому согнуть алюминиевую или стальную трубу для теплицы, козырька (навеса) и других нужд без трубогиба.

Фото – гибка труб без трубогиба
Очень удобно производить данную работу при помощи сварочного инвертора и бытовой болгарки. Для начала разрабатывается чертеж, по нему в дальнейшем будет расчерчиваться и рассчитываться потребный угол. В схеме обязательно точно измеряется закругление.
Пошаговая инструкция от эксперта как гнуть трубы с помощью тисков, болгарки и сварочного аппарата:
- Если планируется загнуть профтрубу полукругом, то на месте предполагаемого сгиба делается при помощи болгарки несколько тонких надрезов;
- Самостоятельно выполнить работу можно, только если предварительно зафиксировать арматуру в зажимных тисках. Когда пропилы выполнены и очищены от стружки, нужно осторожно начинать сгибать трубу;
- После того как кольцо закрылось, нужно отверстия, которые образовались в результате сгибания, заварить сварочным аппаратом. Некоторые мастера используются простые паяльники, если коммуникация имеет небольшой диаметр;
- Чтобы место сгиба было аккуратным, его нужно будет дополнительно прошлифовать и покрыть защитным средством – это поможет предупредить появление коррозии или преждевременного разрушения соединения.
Ровно выгнуть трубу можно при помощи пружины, которая подходит по размеру профильного сечения:
- Коммуникация фиксируется в тисках;
- В отверстие вставляется пружина соответствующего диаметра. Это не даст при сгибании профильной трубе поломаться или принять неправильную форму;
- Для облегчения работы нужно подогреть место стыка и аккуратно вручную перегнуть коммуникацию по нужному диаметру;
- Здесь очень помогают различные подходящие по наклону изделия из металла, скажем, болгарки, арки и т. д.
Аналогичным образом можно попробовать деформировать коммуникацию при помощи песка. Как правильно согнуть трубу для навеса без применения тисков и пружин:
- Нужно застопорить один конец трубки, закрыв его деревянным клином или любой другой затычкой;
- Закрытым концом труба фиксируется в земле или тисках (если есть возможность). Также можно использовать любое другое приспособление, которое позволяет установить коммуникацию;
- После этого нужно засыпать в открытый конец песок и разогреть паяльную лампу;
- Нагретой лампой нужно провести по месту будущего сгиба, после чего аккуратно согнуть трубу в нужную форму. Работать необходимо довольно быстро, т. к. металл после того, как остынет, будет непригодным для обработки.
Видео обучение о том, как загнуть трубу 20 мм без трубогиба с помощью песка
После осуществления изгиба требуется трубу оставить на некоторое время в зафиксированном положении – это поможет материалу закрепить свою новую форму. Если работы проводятся в зимнее время, то мастера выставляют их даже на мороз.
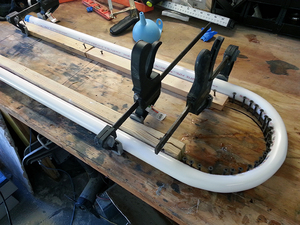
Как известно для навеса, например, в форме арки нужна изогнутая профильная труба. Важно сделать так, чтобы дуги получились одинаково изогнутыми, иначе навес не получится. Сейчас мы рассмотрим как это делать без использования станка, трубогиба и других вспомогательных средств такого рода.
Нам понадобится:
- Опора на которой мы будем работать, например, металлический стол;
- В качестве балки можно взять трубу 80 на 60 или 50 на 50 мм длиной 3 метра. Но данный метод универсальный – поэтому какой в итоге у вас будет балка-опора не важно;
- Профильная труба 20 на 20 или 20 на 40 мм, которую мы и будем гнуть.
Порядок действий (пошаговая инструкция):
- Делим опору на 6 равных частей. Тут очень важно – именно на 6 частей в не зависимости от того какой она длины;
- На линиях раздела необходимо приварить стойки строго под 90 градусов к балке. Средняя стойка – 250 мм, самая ближайшая к средней – 250 мм * 0,8888 = 222, 22 мм, а крайняя (самая маленькая стойка) – 250 мм * 0,5556 = 138,9 мм;

Фото: приваренные стойки к балке

Фото: положили профильную трубу на стойки и привязали ее веревкой к балке
Далее аккуратно изгибаем трубу вокруг стоек и привариваем ее к концам балки сварочным аппаратом.

Фото: вот такую получаем согнутую трубу для навеса
Видео инструкция о том, как согнуть профтрубы для навеса (арки) без трубогиба
Теперь рассмотрим как гнуть трубу уже с помощью трубогиба
Существует два типа труб:
- Профильные;
- Круглого сечения.
В зависимости от потребностей нужно подобрать определенный вариант, но следует помнить, что работать с арматурами круглого сечения значительно легче, чем с квадратными. Дело в том, что при сгибе углы могут искривиться или сплющиться, к тому же, высокая вероятность появления трещин.

Фото – Теплица из профильных труб
Чтобы согнуть профильную трубу в домашних условиях, нужно работать специальным устройством – трубогибом или профилегибом. Их особенностью является возможность установить коммуникацию в приспособление и зафиксировать её в определенном положении. За счет давления, которое оказывается в равной мере как на внешние углы, так и на внутренние, образуется ровный сгиб без резких перепадов и трещин.

Фото – механический профилегиб
Существует два вида профилегибочного оборудования:
- Ручные;
- Профессиональные автоматические.
Первые представляют собой довольно простое устройство, которое состоит из рабочей поверхности (стола) и ряда роликов. За счет движения роликов труба перемещается по рабочему столу и изменяет свой угол, при этом не искажая нужный полукруг.
Профессиональные приспособления более удобны в использовании, но их стоимость зачастую превышает 20 000 рублей. Они применяются для сложных работ, наиболее часто требуются для производства сложных декоративных металлических элементов. К достоинствам модели можно отнести идеальный радиус, который будет точным буквально до десятой доли. Конечно, при с использованием станка удобнее работать, но в домашних условиях он практически не нужен, т. к. предназначен для обработки большого количества труб за смену.

Фото – ручной трубогиб
Как согнуть профильную трубу для теплицы
Видео по теме:
Разбираемся как загнуть трубы для теплицы своими руками в домашних условиях
Как согнуть квадратную трубу
Видео: гнем металопрофиль квадратного сечения
Сгибаем профильную прямоугольную трубу под 90 градусов
Достоинством использования трубогиба является то, что можно очень просто и быстро согнуть трубу под 90 градусов. Рассмотрим на видео ниже как это правильно делать:
Читайте также:
